- 首頁
- 產品介紹
- 沖壓模具零件
- 模具用導引零件
- FA裝置用高剛性滾針導引組
- FA裝置用高剛性滾針導引組-HRGPFT

- 產品規格
- 產品特色
- 為何選擇漢德威
| HRGPFT | 6 | 50 |
|---|---|---|
| | | | | | |
| 型號 | 導柱外徑 D | 導柱長度 L |
- 高精度預壓結構 : 可在導桿和導套之間對滾針襯套施加1~6μm的預壓。
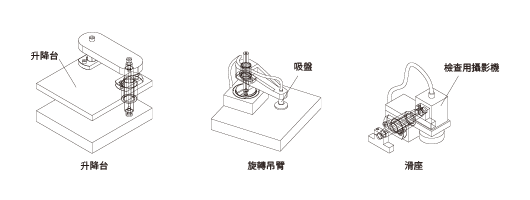
- 提供高剛性、真直性和高速性的導引 : 適用於多種設備:半導體、液晶相關實裝裝置、
檢查裝置、升降/滑座台、自動裝置、沖壓機、運送裝置等廣泛領域。 - 無需旋轉即可負荷扭矩,有效防止橫擺及俯仰現象的發生。
- 穩定運轉與精密度,確保裝置整體性能的穩定性。
| 構成零件 | ||
|---|---|---|
| 名稱 | 材質 | 硬度 |
| ① 導柱 | SUJ2 | 58 HRC |
| ② 導套 | SUJ2 | 58 HRC |
| ③ 滾針襯套 | 滾針: SUJ2 | - |
| 保持器: 超級工程塑膠 |
||
| *使用環境溫度 0 ~ 80℃ | ||
| D | L指定單位 10mm |
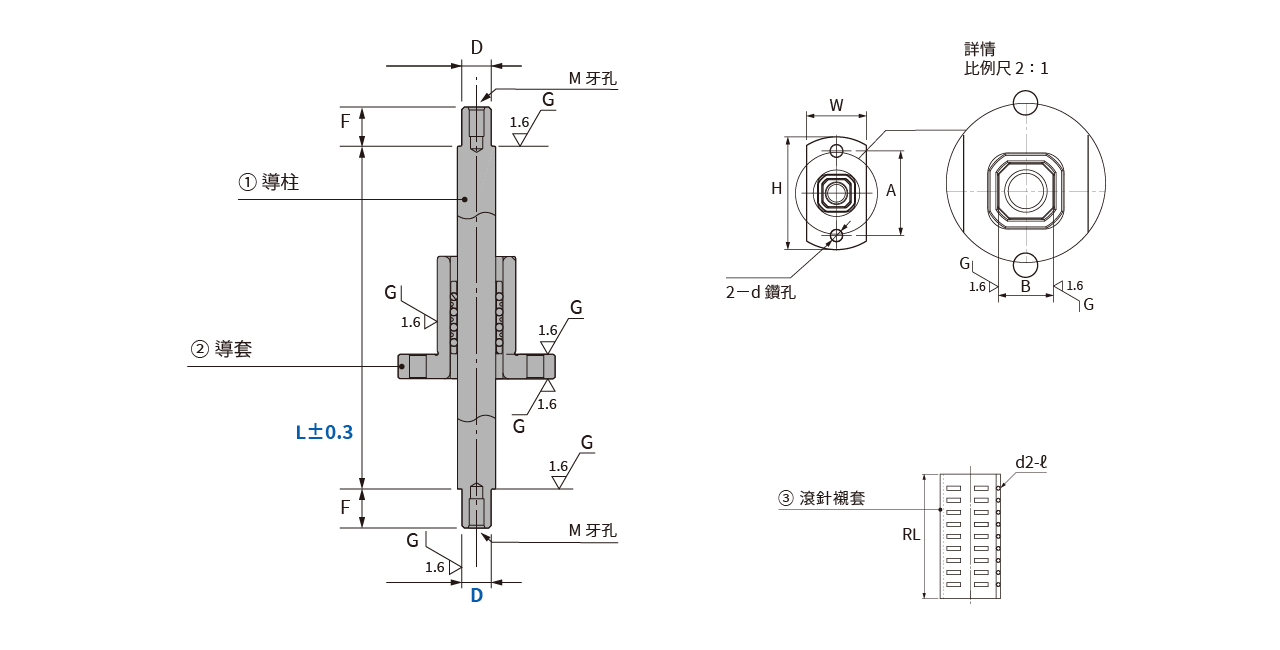
有效行程(往返) | ① 導柱 | |||
|---|---|---|---|---|---|---|
| F | B | d1 | M | |||
| 6 | 50~70 | 20 | 8 | 7.8 | 2.5 | M3×6 |
| 10 | 60~80 | 30 | 8 | 11.0 | 4.2 | M5×10 |
| 12 | 90~120 | 40 | 10 | 14.6 | 5 | M6×12 |
| 16 | 100~130 | 50 | 10 | 18.9 | 6.8 | M8×16 |
| Dg6 | ②導套 | ③滾針襯套 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 | L1 | T | H | W | P | d | A | RL | d2 | ? | 滾針數量 | ||
| 6 | -0.004 -0.012 |
16 | 25 | 5 | 32 | 17 | 10.8 | 3.4 | 24 | 15 | 1.5 | 4.8 | 16 |
| 10 | -0.004 -0.015 |
24 | 36 | 7 | 43 | 25 | 15.0 | 4.5 | 33 | 19 | 2.0 | 4.8 | 20 |
| 12 | -0.006 -0.017 |
31 | 50 | 7 | 50 | 32 | 18.6 | 5.5 | 40 | 30 | 2.0 | 6.8 | 24 |
| 16 | 32 | 60 | 7 | 55 | 33 | 22.9 | 6.6 | 43 | 33 | 2.0 | 6.8 | 24 | |
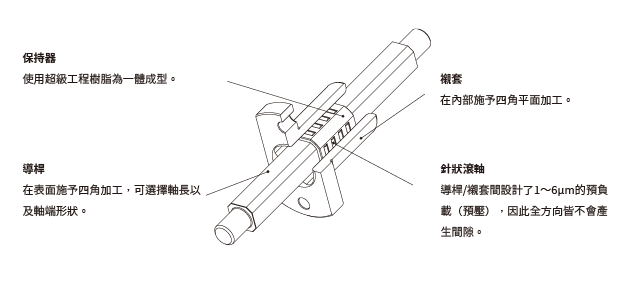
特點
將高精密度的針狀滾軸,面對4個角面的導桿做4個方向的排列,在導桿和襯套間對針狀滾軸產生1~6μm預壓的構造。
在半導體、液晶相關實裝裝置以及檢查裝置、升降/滑座台、自動裝置、沖壓機、運送裝置等等廣泛領域中,能配合高剛性、真直性、高速性的導引。因形狀為4角截面,不用旋轉即可負荷扭矩、防止橫擺以及俯仰的發生,維持流暢的運轉以及穩定的精密度。
精密度基準
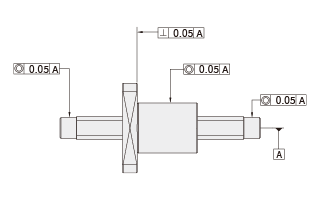
基準軸A為軸動平面4面的中心軸。
襯套真直度=±5μm以下。
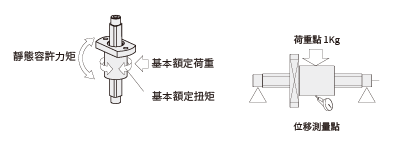
額定荷重一覽表
| D | 基本額定扭矩 | 基本額定荷重 | 靜態容許力矩 | ||
|---|---|---|---|---|---|
| CT動態 (N · m) |
CoT靜態 (N·m) |
C 動態 (kN) |
Co 靜態 (kN) |
Mo (N·m) |
|
| 6 | 12.3 | 21.0 | 3.4 | 5.0 | 10.6 |
| 10 | 48.7 | 84.4 | 6.8 | 10.0 | 23.0 |
| 12 | 91.3 | 162.9 | 11.9 | 17.4 | 76.4 |
| 16 | 115.7 | 212.0 | 11.9 | 17.4 | 83.6 |
| D | 伸縮量(L尺寸max時) |
|---|---|
| 6 | 6μm |
| 10 | 2μm |
| 12 | 2μm |
| 16 | 1μm |
使用範例
注意事項
- 出貨時已封入潤滑油。請配合使用情況,適時以極壓用潤滑油(THK製AFC潤滑油)給油。
- 請於設計時,將保持器設置在最大行程時仍不會從襯套中彈出的位置。
- 在組裝保持器時,由於預壓的緣故,請小心組裝,切勿硬撬。(否則會造成保持器損壞、轉動面刮傷等。
- 當轉動面有塵埃或雜質附著時,請以護套等保護。
- 請於 80℃ 以下的環境使用,避免在高溫下使用。
- 安裝時襯套・導桿請勿用冷卻接合。與深冷處理一樣,殘留沃斯田鐵變態為麻田散鐵並膨脹,內・外徑會同時增加而無法使用。
電動車電池製造過程中電極沖壓工藝的重要性
在電動車電池的製造過程中,電極沖壓工藝至關重要。電極是電池的核心部件,其性能直接影響電池的容量、能量密度和壽命。電極沖壓工藝是用於製造電池電極的關鍵工藝之一,其主要作用是將電極材料沖壓成所需的形狀和尺寸。
傳統的電極沖壓工藝主要採用人工牽引的方式進行,生產效率低、產品精度差、並且存在安全風險,難以滿足現代工業的需求,導致企業生產效益低下和成本增加。為了克服這些問題,開發了自動化的電極沖壓牽引裝置。
提升電極沖壓工藝精度的關鍵
提升電極沖壓工藝精度的關鍵在於使用高精度的導柱。導柱是電極沖壓牽引裝置中的重要部件,其作用是引導和支撐電極材料在沖壓過程中沿著指定的軌跡運動。
漢德威模座用滾針導柱組是高精度的導柱產品,其精度可達亞微米級,遠超過傳統導柱的精度。使用漢德威模座用滾針導柱組可以有效提高電極沖壓工藝的精度,進一步提高電池的性能。
漢德威模座用滾針導柱組的優點
漢德威生產的模座用滾針導柱組,為解決上述問題提供了一個高效、精確的解決方案。該導柱組採用先進的高精度滾動技術,專為亞微米級別的工藝需求而設計,特別適用於電極沖壓工藝中需要極高精度和穩定性的應用場景。
- 超高精度: 滾針導柱組的設計和製造保證了0.03um的沖壓精度,顯著提升了電極製造的精度和一致性。
- 順暢運動: 通過超精細加工技術,導柱表面透過超精細加工,外觀光滑無摩擦,確保電極沖壓過程中的穩定運動和高效率。
- 減少震動: 導柱多邊形結構設計有效減少了沖壓過程中可能產生的震動,進一步提高了產品的加工質量和生產效率。
漢德威模座用滾針導柱組大幅應用於電極沖壓牽引裝置中,可有效提高電極沖壓工藝的精度和效率。
漢德威模座用滾針導柱組不僅解決了傳統電極沖壓工藝中存在的精度和效率問題,還大幅提升了電池生產的安全性和可持續性。選擇漢德威的專業導柱解決方案,是您提升生產效率和產品品質的最佳選擇。
如需了解更多關於漢德威模座用滾針導柱組的詳細資訊及適用於不同應用場景的型號建議,請隨時聯繫我們的專業團隊。我們將竭誠為您提供最優質的技術支持和解決方案。
HEADWAY 漢德威以卓越的品質、堅定的承諾和建立夥伴關係的精神,為您呈現。作為自動化與模具零組件製造商,我們深諳自動化與模具技術,並不斷創新和改進,確保產品在性能和可靠性方面表現出色。
在 HEADWAY 漢德威的官方網站上,不僅可以瀏覽產品型錄,每款產品都代表著我們對品質的承諾和對客戶需求的回應。我們嚴格控制製造過程,使用高品質材料並進行精密加工,確保每個產品都能完美符合您的期望。
(1).一貫化生產。
(2).無最小起定量,一個也能製作。
(3).100%檢驗-從生產到檢驗設備都由漢德威來完成。
(4).接受來圖詢問客製加工品。
(5).產品問題及後續售後服務,專人為您服務。





