


- 產品規格
- 產品特色
- 為何選擇漢德威
| HWS002 | 16 | 132 | 23 | 37 | 24 | 35 |
|---|---|---|---|---|---|---|
| | | | | | | | | | | | | | |
| 型號 | 導柱外徑 D | 導柱長度 L | 導套長度 L3 | 導套長度 L4 | 鋼球襯套長度 L5 | 鋼球襯套長度 L6 |
- 應用使凸凹模整體壽命提高 3~5 倍。
- 導柱壽命高,成本降低。
- 倒角 f8 利於中心定位。
- 超精加工 Super Finish。
| 精密級十字型剝料板導柱組配件參數 | |||
|---|---|---|---|
| 十字型剝料板導柱 | 導套 | 鋼球襯套 | |
| 材質 SUJ2 軸承鋼 | 保持器材質 Aluminium 鋁合金 | ||
| 硬度 62±2HRC | |||
| 光潔度 Ra0.1 以下 | 鋼球材質 SUJ2 軸承鋼 | ||
| 高頻淬火、深冷處理、深度 1.5+2mm | 整體淬火、深冷處理 | ||
| 公差尺寸 2μm | 表面處理 染黑(黑色氧化) | 鋼球等級 JIS 5 級 | |
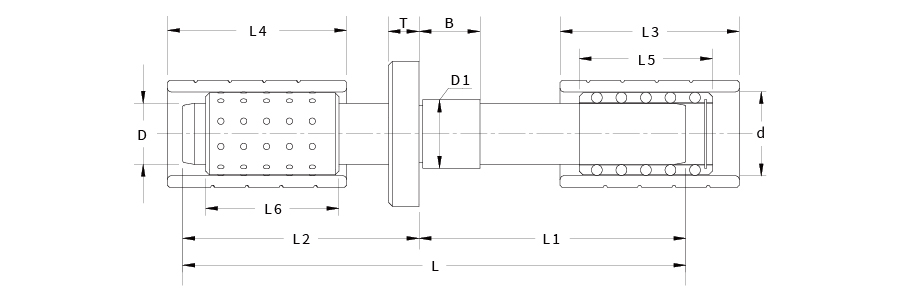
| D | L | L3&L4 | L5&L6 | D1 | d | L1 | L2 | B | T |
|---|---|---|---|---|---|---|---|---|---|
| 12 | 90 | 23/37/47/60 | 20/28/36/42 | 28 | 16 | 50 | 40 | 12 | 6 |
| 12 | 120 | 23/37/47/60 | 20/28/36/42 | 28 | 16 | 50 | 40 | 12 | 6 |
| 16 | 132 | 23/30/37/47/60 | 24/35/42/52/65 | 38 | 22 | 70 | 62 | 16 | 8 |
| 16 | 152 | 23/30/37/47/60 | 24/35/42/52/65 | 38 | 22 | 90 | 62 | 16 | 8 |
| 16 | 180 | 23/30/37/47/60 | 24/35/42/52/65 | 38 | 22 | 90 | 90 | 16 | 8 |
| 19 | 160 | 37/47/57/60/69/77 | 35/43/50/57/65/72 | 42 | 25 | 90 | 70 | 20 | 8 |
| 19 | 180 | 37/47/57/60/69/77 | 35/43/50/57/65/72 | 42 | 25 | 110 | 70 | 20 | 8 |
| 19 | 210 | 37/47/57/60/69/77 | 35/43/50/57/65/72 | 42 | 25 | 110 | 100 | 20 | 8 |
| 25 | 170 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 85 | 85 | 25 | 12 |
| 25 | 200 | 47/60/69/77/95 | 43/52/60/67/84 | 48 | 31 | 100 | 100 | 22 | 8 |
| 25 | 200 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 100 | 100 | 25 | 12 |
| 25 | 212 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 140 | 72 | 25 | 12 |
| 25 | 230 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 120 | 110 | 25 | 12 |
| 25 | 254 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 140 | 114 | 25 | 12 |
| 25 | 275 | 47/60/69/77/95 | 43/52/60/67/84 | 53 | 31 | 160 | 115 | 25 | 12 |
精密級十字型剝料板導柱組的特殊結構設計

導柱和導套的特殊導入結構設計,採用最短行程的導入設計,避免沒必要的導入長度損失,增加產品有效運行距離,當導柱、導套和鋼球襯套接觸時,大大的降低衝擊力,也明顯的提升鋼球襯套的使用壽命,同時減少滑動的風險。漢德威的鋼球襯套,採用特殊的鉚合技術,並針對鉚合點進行各項測試,確保產品在運行中不會脫離,增加了產品的拔取力的同時,也避免鋼球脫離的風險。導柱、導套和鋼球襯套在生產的過程都有統一的品質要求,產品的互換性強,並經過長期的運作測試,每分鐘可運行 2000 次。
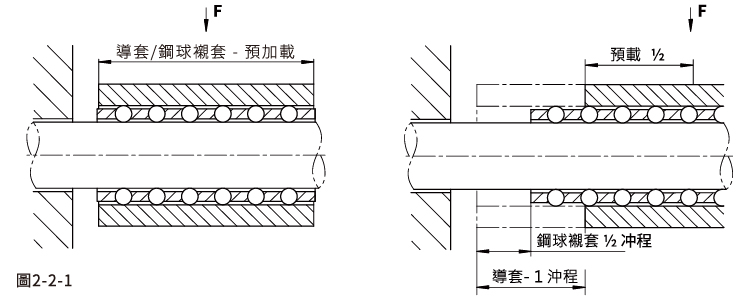
鋼球襯套與導套的行程設計
由於產品是搭配預壓在運行,當設計鋼球襯套和導套的長度時,必須要考慮鋼球襯套只有一半的行程,如圖2-2-1所示,為了避免鋼球襯套滑動,在有負載的情況之下,承受預壓的鋼球襯套必須保持50%的長度在導套裡面,因為這時候的負載是由在導套內的 50% 鋼球來承載。而運行的行程, 是由導套的長度來決定的。而預壓可防止鋼球襯套在沒有施力的時候滑動,且預壓也影響產品的剛性、承載能力、平穩運行和使用壽命,這些特性相互對比,例如:高預壓會增加剛性,但會降低承載能力。
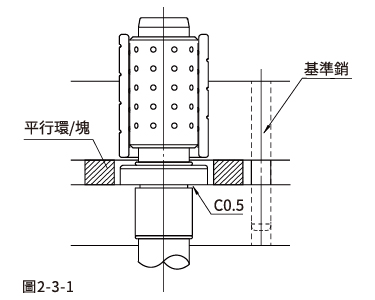
安裝方式
1. 導柱和導套的安裝孔請以鑽孔和研磨等加工進行。
2. 為了要達到金屬板的基準,可以開孔讓基準銷貫通。
3. 導柱安裝時,要確認直角度(0.01mm/100mm以下)。
4. 鋼球襯套的安裝可在剝料板上放置平行塊,放上模板後滑動鋼球襯套,確認是否有阻礙請參考圖2-3-1。
超精拋光工藝的原理
超精拋光 / 超精密拋光,為物理拋光的一種方式;是指採用特製的磨具,對光學零件、石英振 子、玻璃等各種材質,在含有磨料的拋光液中,緊壓在工件被加工表面上,作高速旋轉運動。 其特點在於應用拋光法加工出高精度、高光滑度、與低表面破壞層之工件。利用該技術可以達 到 Ra0.008μm 的表面粗糙度,是各種拋光方法中最高的。光學鏡片模具時常採用此種方法。

超精拋光的特點
- 可實現自由曲面的 超精拋光
- 在顯微鏡下 100 倍表面依舊無拋痕
- 可以有效的降低表面粗糙度並且控制Ra值
- 有效的降低波紋度(Wa)
- 可精準維持工件拋光後面型精良
- 適用於各種材質,例如:無電解鎳 、銅、鋁、 鎢鋼以及模具鋼等
超精拋光與拋光的區別
拋光是使用物理機械、化學藥品等方法,從而讓物體表面粗糙度降低,達到修飾效果的工藝。拋光技術主要運用在精密機械、光學工業等領域。拋光的作用不在於提高工件尺寸或幾何形狀精度,而是以得到光滑表面、鏡面光澤為目的。從而得知二者之間最大的差異是超精拋光除了有更好的表面粗糙度外,表面不會產生拋痕或波紋,對於精度要求高,外觀有低表面破壞層的產品,都可選擇超精拋光來進行最終加工。
超精拋光前後的數據比較
表3-3-1是超精拋光前後的數據比較,可看出超精拋光前的數據已經有一定水準,經過超精拋光後 數據更完美,但也可以從數據中得知,要達到更完美的表面粗糙度,產品在超精拋光前的加工完成 表面,也是相當重要的,前段工序完成品的表面粗糙度數據越好,經過超精拋光產品會更優化。
| 超精拋光 | 前 | 後 |
|---|---|---|
| Ra | 0.085 | 0.026 |
| RMax | 1.050 | 0.320 |
| Ry | 0.855 | 0.264 |
| Rz | 0.912 | 0.212 |
表3-3-1
單位:μm
檢查設備:東京精密表面粗度測定儀
HEADWAY 漢德威以卓越的品質、堅定的承諾和建立夥伴關係的精神,為您呈現。作為自動化與模具零組件製造商,我們深諳自動化與模具技術,並不斷創新和改進,確保產品在性能和可靠性方面表現出色。
在 HEADWAY 漢德威的官方網站上,不僅可以瀏覽產品型錄,每款產品都代表著我們對品質的承諾和對客戶需求的回應。我們嚴格控制製造過程,使用高品質材料並進行精密加工,確保每個產品都能完美符合您的期望。
(1).一貫化生產。
(2).無最小起定量,一個也能製作。
(3).100%檢驗-從生產到檢驗設備都由漢德威來完成。
(4).接受來圖詢問客製加工品。
(5).產品問題及後續售後服務,專人為您服務。





